On a total area of 2 250 m2 we have production equipment and technologies for piece, custom, small series machine production and repairs of your components and prototypes. We provide our technology to our customers to make their patents, improvements and components real. Our production includes material provisions of diverse qualities of profiles and lengths of profiled rods and sheets on an area of 121 m2. We usually keep construction steel in heat treated quality such as 16MnCr5, 42CrMo4, 15NiCr13 as well as tool-quality steel 90MnCrV8, 62SiMnCr4, …, forgings and other …
We produce our components based on provided documents, drawings, samples, or we can prepare our own, or improved design documents as per provided documents. We also offer transport up to 3.5 tons to our services.
We process usual steel, tempered and hardened steel, titanium, hard to process materials, coatings such as chrome, nickel, aluminium alloys, cast iron, stainless steel and polymers. We provide complete tempering, annealing, heat treating, tempering, cementing, hardening, nitriding and diverse coatings, such as nickel, chrome, phosphate, zinc, anodization, blackening, … We paint our components in our own facilities.
We also offer our customers complex processing services of the most complicated components and shapes to their satisfaction while complying with the highest possible quality and hard to access surfaces with a thermal coating. We can declare this by means of a protocol from our metering centre equipped with a certified 3D coordinate measuring equipment ZEISS CONTURA G2 and other.
We have produced all types of components, such as:
Shafts, pins, flanges, bayonets, cams, prisms, boards, gauges, calibres, belt pulleys, chain wheels, gears of all types, spur, helical, hypoid and worm gears, ring gears, gearboxes, weldments, clamping jaws, clamping jigs, pneumatic, hydraulic, mechanic, cutting and bending press dies, 3D surfaces, dies, forms, exact calibres, special gauges, control elements and other components requested by our customers.
| Electric CNC wire cutting | |||||
| FANUC α- 1iD | 4-axes | X= 600 | Y= 400 | Z= 310 | Ra 0,1μm |
| Max. workpiece dimensions 1050 x 770 x 300 mm | |||||
| CNC milling | |||||
| DMU 80T monoblock | 5-axes | X= 880 | Y= 630 | Z= 630 | TNC 530 |
| WH10 CNC | 4-axes | X= 1245 | Y= 880 | Z= 880+W= 680 | TNC 530i |
| DMC 650V | 3-axes | X= 650 | Y= 520 | Z= 475 | TNC 640 |
| Conventional milling | |||||
| WKV 100 | X= 1400 | Y= 1000 | Z=1000 | ||
| WHN9 | 4-axes | X= 1250 | Y= 900 | Z=1000+W=680 | |
| Internal cooling for deep cannon drilling M1 | |||||
| FA4AV | X= 1200 | Y= 440 | Z= 410 | ||
| FA5V | X= 1200 | Y= 440 | Z= 410 | ||
| FGS 32/40 | X= 1000 | Y= 400 | Z= 450 | ||
| CNC lathing | |||||
| HAAS SL 40 | 4-osé | D= 680 | L= 1118 | C, U, max. 408kg | |
| SKQ 8 CNC with grinding* | D= 1000 | L= 600 | |||
| Classical lathing | |||||
| SV 18R | |||||
| SN40 | |||||
| SU50 | |||||
| SN63 | D= 630 | L= 1500 | |||
| Flat grinding | |||||
| BRH 20.05 | X= 600 | Y= 200 | |||
| BRV 300 | X= 1000 | Y= 310 | |||
| AMSLER LC400 | D= 400 | ||||
| Round grinding | |||||
| BHU32 | D= 320 | L= 1000 | |||
| BUA 32 | D= 320 | L= 1000 | |||
| BUA 25 | D= 250 | L= 1000 | |||
| BHU50 | D= 500 | L= 2010 | max. 300kg | ||
| Grinding of holes | |||||
| Si6/1ASx500 | D= 600 | ||||
| Shaping | |||||
| FROMAG RA50_425 | HUB 425 mm | ||||
| KOMMYHAP 7A420(730) | HUB 200 mm | ||||
| Drilling | |||||
| VR2 | |||||
| VR4 | |||||
| Sawing of material | |||||
| BIANCO MOD 370A | |||||
| Portal crane | 5 ton | ||||
| Marking | |||||
| Micro marking machine PROPEN P3000 | (plain, cylinder, inclined surface) | ||||
| Die | |||||
| Cutting threads | |||||
| Thread cutter ROSCAMAT 500 | (M3-M24, UNC,...) | ||||
| Hand and maschine cutting | (UNC, UNF, NPTF, G, R,...) |
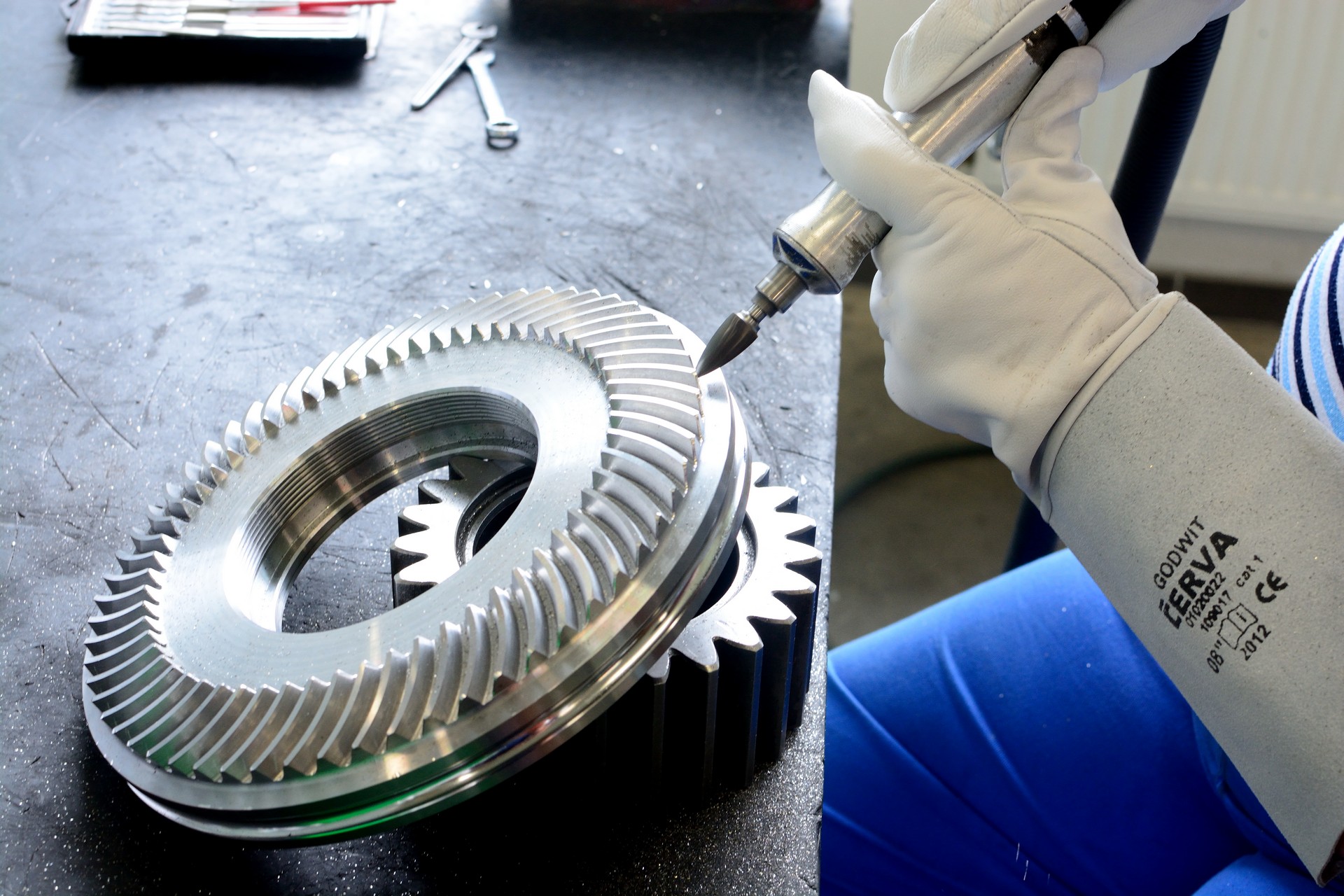
| External milled gears | ||
| FO16 | spur and helical gears | (m20, D= 1600) |
| FO25* | spur and helical gears | (m25, D= 2000) |
| FO6, FO8 | spur and helical gears, shafts | |
| (FO6, FO8) | Screw cogs | (m8, D= 430) |
| ZFW VG 250/4x2000- WANDERER | spur, helical and worm gears (one and more course, grooving) | (m6, L= 2000, D= 250) |
| GLEASON PFAUTER P4000* | (m30, D= 4000) | |
| Internal shaped gears | ||
| OH16, OH50A | (m1-8, D= 500) | |
| GLEASON P1200S* | (m12/24, D= 1200) | |
| Cylindrical gears | ||
| SPIROMATIC-SKM2 | hypoid cylindrical gears | (m n =8,5, m c =13, D=560) |
| ZFTK 250x6, GLEASON | cylindrical gears with spur cogs | (m7, D= 250) |
| GLEASON 250 | cylindrical gears with spur cogs | (m6) |
| Grinding of gears | ||
| NILES ZSWZ 315 | spur and helical (small disc d200mm) | (m1-6, D= 315, HUB 120 mm) |
| NILES ZSTZ 630 C3 | spur and helical gears modified barrel-shaped cogs | (m12, HUB 220mm) |
| REISHAUER –FKA 336-10 | Big series cogs | (m6) |
| GLEASON 1500G TITAN* | spur and helical gears | (m25) |
| Grinding of groove shafts | ||
| SFKP 400x1000 direct side grooving | (1 - 1000mm) |
| Welding - CO2, TIG and soldering |
| Manufacturing, repairs and modification of mechanical components, jigs, tools and gauges |
| Ironwork, deburring, pressing and installation of jigs and gearboxes |
| straightening shafts |
| demagnetising |
| thermal processing |
| design and drawing of construction documents and models in Pro-engineer, Creo 3.0 |
| *cooperation with direct partners |